














Of the many different machines used for manufacturing products, the blow molding machine is one of the most fascinating and useful. Known as extrusion blow molding, the simple explanation as to how this blow mold design works is that air is blown into a parison, shaping the hollow bottle as it inflates. However, there is much more to the plastic extrusion blow molding process.
The extrusion blow molding process produces plastic bottles of various sizes and shapes. Millions of people use these bottles daily for soda, water, cleaning products, food, and more. With this process, low-pressure air of around 25 to 150 psi is forced into a preform.
Modern blow molding is a largely automated process, allowing for the production of thousands of parts in a short time period. The process includes the following steps :
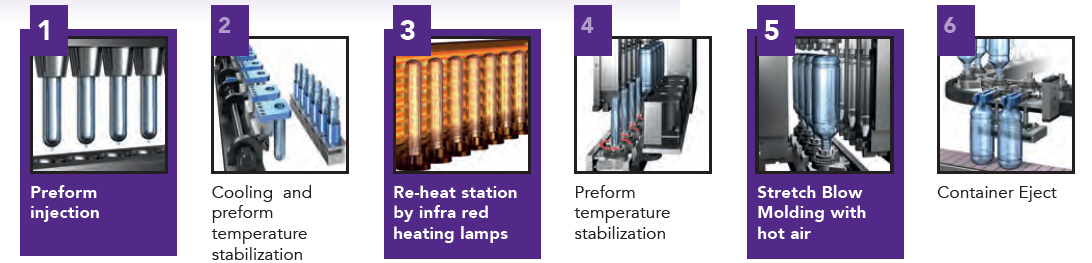
The first step is the injection of mold preforms. This process is the preparation of the preform to be inflated. This is done by injection into a preform mold. The functions of the injection unit are to melt plastic by heat and then to inject molten plastic into a mold.
Preforms are then cooled to below the crystallizing temperature of PET (short for polyethylene terephthalate).
After that the preform is re-heated by infra red heating lamps : in fact, Infra red heating by halogen heating lamps allows precise and consistent control of wall thickness, heating lamps are fully adjustable for position and power setting. Why is this step very important ?
When hot-filling sensitive beverages like juices, nectars, soft drinks …, in order for them to be filled safely, the bottles are heated to a temperature between 80° and 95°C. To withstand those temperatures, PET bottles are produced via a heat-resistant. The process is based on higher preform reheating capability and blowing bottles in hot moulds, usually at temperatures above 120°C.
Preform temperature stabilization
Then the stretch blow molding process can start. This step is where the plastic takes its form. The preform is clamped into a mold and air is blown into it. The air pressure then pushes the plastic out to match the mold. Once the plastic has cooled and hardened the mold opens up and the part is ejected.
Containers are ejected from the lip cavity, having been precisely held since the injection of the preform. Necks are precisely oriented throughout the molding process and are protected from scuffing or damage.
Solid State Relays are used at steps 1, 3 and 5.
 During the injection molding step (1) the preform is heated to a predetermined temperature and driven by a large screw through the gate(s) and into the mold. Once the mold is filled, the screw will remain in place to apply appropriate pressure for the duration of a predetermined cooling time. Upon reaching this point, the screw is withdrawn, the mold opened, and the part ejected. ON/OFF Solid State Relays are used for the heating resistance control. They allow an accurate temperature control. Typical product : SO9 range.
During the injection molding step (1) the preform is heated to a predetermined temperature and driven by a large screw through the gate(s) and into the mold. Once the mold is filled, the screw will remain in place to apply appropriate pressure for the duration of a predetermined cooling time. Upon reaching this point, the screw is withdrawn, the mold opened, and the part ejected. ON/OFF Solid State Relays are used for the heating resistance control. They allow an accurate temperature control. Typical product : SO9 range.
 After the preform has been cooled, it is re-heated by infra red heating lamps. Infrared heaters are used in lots of systems due to their versatility and their ability to convey thermal energy allowing accuracy, high efficiency and energy savings. Infrared heaters on each side of the preform track are driven by phase angle controllers SG5 or SG4. Celduc’s analog controllers provide infrared heaters with the fastest and more precise electronic control they require, keeping them in perfect control and enhancing their performance. Typical products SG4 and SG5.
After the preform has been cooled, it is re-heated by infra red heating lamps. Infrared heaters are used in lots of systems due to their versatility and their ability to convey thermal energy allowing accuracy, high efficiency and energy savings. Infrared heaters on each side of the preform track are driven by phase angle controllers SG5 or SG4. Celduc’s analog controllers provide infrared heaters with the fastest and more precise electronic control they require, keeping them in perfect control and enhancing their performance. Typical products SG4 and SG5.
 A preform temperature stabilization is again required.
A preform temperature stabilization is again required.
Then the blow molding process with hot air can start. A machine blows hot air across heated plastic that is placed on top of a mold cavity. The air forces the heated plastic to expand across the interior walls of the mold cavity. ON/OFF Solid State Relays are used for the heating resistance control.

celduc relais has just launched a new Multizone Power Controller to be used in blow molding machines.
The technology used, based on solid state relays for power associated with complex electronics, makes it possible to provide precise and efficient power control of up to 12 lamps.
A program is used to inform the PLC of the operating state and possible faults in the manufacturing process.
The main benefits of these units are an accurate heating that ensures the manufacture of high-quality preforms and bottles. These modules are compact and modular.
For more information about this EIRC Multizone Power Controller
![]()
Sales department France :
+33 (0) 4 77 53 90 20
Export sales department Europe :
+33 (0) 4 77 53 90 21
Export sales department Asia :
+ 33 (0) 4 77 53 90 19
Export sales department USA :
+ 33 (0) 4 77 53 90 21

